
Comment éviter la fuite du sac de filtre à collecteur de poussière et conserver des émissions faibles?
2024-09-27
La fabrication desacs de filtredoit être à l'épreuve des fuites car ils créent des trous d'épingle dans les coutures et donc courir le risque d'augmenter les émissions de la manche pendant le fonctionnement. La prévention des fuites garantit que les pagçons atteignent régulièrement des émissions faibles. Nous discuterons de la façon de détecter et de résoudre les fuites dans la grise dans un article distinct.
1 Mesures de prévention des fuites de sacs de filtre
1,1 processus de fusion
Hot Melt peut résoudre les problèmes des bavures, des fils lâches, des trous d'épingle et d'autres problèmes qui se produisent dans la couture traditionnellesacs de filtre, en particulier les trous d'épingle dans le corps du sac, l'efficacité est environ 5 fois celle de la couture traditionnelle, et elle a les avantages de la couture uniforme et de la forte collage. Cependant, tous les sacs de filtre ne peuvent pas être cousus avec un processus de fusion à chaud, généralement des sacs de filtre à fibre thermoplastique à fibres à couche unique peuvent être cousus avec un processus de fusion à chaud. La figure 1.1 montre le schéma du schéma du sac de filtre après un traitement à chaud. Après le traitement à chaud, il n'y a pas de trous d'épingle dans les articulations du sac de filtre, et il n'y a aucun risque de pénétration de poussière fine à travers les trous d'épingle. Par conséquent, dans les mêmes conditions d'essai, le sac de filtre à mouchage à chaud a l'efficacité de filtration la plus élevée.
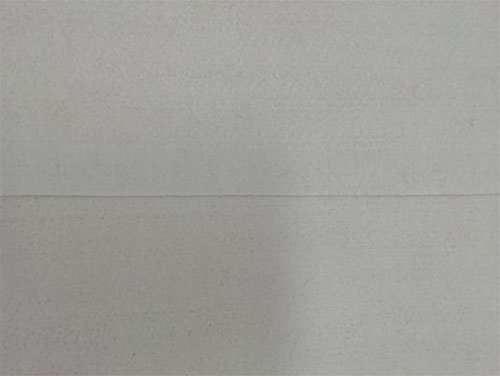
Figure 1.1 Diagramme schématique du sac de filtre après traitement à chaud
1.2 Processus de revêtement
Lorsque la couture de fusion chaude n'est pas possible et que la couture de filetage est utilisée, les trous d'épingle sont inévitablement laissés dans le sac de filtre. Un processus de revêtement est souvent utilisé dans l'industrie pour éviter les fuites dans les sacs filtrants. Le processus de revêtement commence avec la sélection d'un scellant approprié pour les conditions complexes de gaz de combustion. Ceci est réalisé grâce à une approche à trois volets: évaluation en laboratoire, essais de production et expérience d'ingénierie. Une fois qu'un scellant approprié a été identifié, un équipement de revêtement de sac automatique est utilisé pour appliquer une couche de scellant sur les trous d'épingle du fil de couture sur le sac. Cela garantit la stabilité et l'uniformité de la surface du produit revêtue et optimise le scellage à scénois. Des études ont montré que l'efficacité de filtration des sacs enrobés est similaire à celle des sacs de filtre à fusion à chaud.
La figure 1.2 montre un diagramme schématique des trous d'épingle du sac avant et après le revêtement.

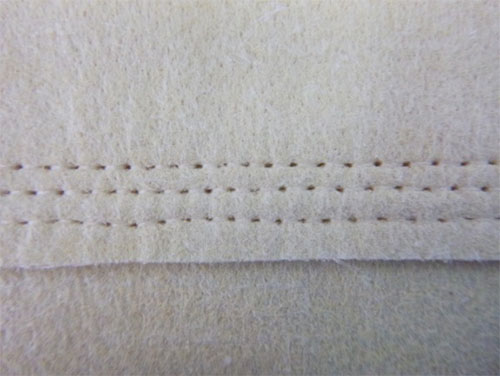
Figure 1.2 Diagramme schématique des trous d'épingle du sac avant et après revêtement (diagramme supérieur avec un diagramme adhésif et inférieur sans adhésif)
Processus de plastification du ruban de 1,3ptfe pour sceller les trous d'épingle
Une méthode supplémentaire pour prévenir les fuites est l'étanchéité des trous d'épingle à travers l'utilisation du processus de laminage du ruban PTFE. Malgré le fait que le ruban PTFE soit un matériau résistant à la chaleur et chimiquement stable, il est toujours possible qu'il puisse se détacher du substrat lorsqu'il lui est adhéré par la stratification chaude. Une fois que le ruban PTFE est complètement retiré, il est toujours possible de pénétrer les trous d'épingle. Comme illustré dans la figure 1.3, il s'agit d'une représentation schématique des trous d'épingle dans le corps dusac de filtreAprès le processus d'étanchéité avec du ruban adhésif PTFE.
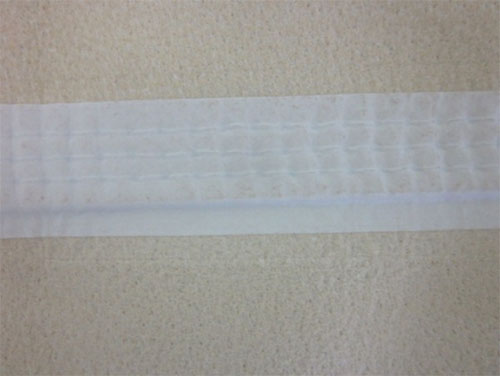
Figure 1.3: Diagramme schématique d'un sac de filtre après avoir appliqué le ruban PTFE



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy